欢迎光临~成都中宇光电科技发展有限公司
语言选择:
 ∷
∷

∷
 ∷
∷
光学知识:传统光学制作与检测1/2/3系列介绍
成都中宇光电科技发展有限公司(http://zhongyuguangdian.com/)非球面透镜生产工厂
传统光学制作与检测 (一)
传统的光学组件加工与检测技术经过几百年的发展,至今其技术仍被一些光学工厂所使用,当然科技的进步,一些需要手工的制程与人眼判读的检测技术已经被机器来取代,但大多的概念还是延续传统的技术。本中心光学工厂从事精密光学组件制作已经有超过 30 年的历史,累积了相当多的经验,近年来更投入大量的人力发展航天级大口径非球面镜片,在国内可以称得上是首屈一指的光学工厂。本文将以本中心光学工厂的技术能量来介绍传统光学组件加工与检测技术。
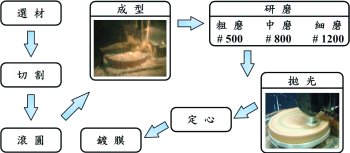
图一、光学组件制作流程
传统的光学组件加工流程可分为选材、切割、滚圆、成型 (curvature generation, CG)、粗细磨 (lapping)、抛光 (polishing)、定心∕修边 (centering/edging) 及镀膜 (coating) 共八道程序,如图一所示。
传统光学加工的第一步骤是选择光学材料。选择材料时,必须将厚度的耗损量、外径、修边量及材质纳入加工考虑,基本上,材料的耗损量应越少越好。而光学设计人员在材料的选用时,也要选用强度高、稳定性好与易抛光之材料,应避免选用材料中有结石、结疤、脉纹及气泡等不均质的缺陷。光学玻璃的材料缺陷其原因分别如下:
上述的材料缺陷均会造成光学系统的性能下降,材料缺陷的标准在 ISO10110 的文件中有明确的规范。
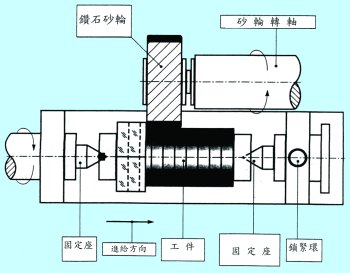
图二、玻璃圆整示意图
光学玻璃材料通常都是整块的胚体,所以材料选定后必须切取出适当的大小,此制程称为切割。首先以油性笔(亮面) 或铅笔(雾面)在玻璃毛胚上画出所需之形状,边长预留 5—10 mm (依照外形而有所不同) 的预留量,以作为加工过程中可能的裂边及磨损预留。例如要制作一直径 30 mm、厚度 12 mm 的双凸透镜,直径部分 φ 30 mm + 2 mm (定心修边量) + 3 mm (圆整耗损量) = 35 mm,厚度部分 t 12 mm + 0.3 mm (研磨抛光消耗量) + 1.5 mm (曲率成形消耗量) = 13.8 mm 切割出来的玻璃块大约是 35 mm × 35 mm × 14 mm 最为合适。
切割后块状的玻璃利用钻石砂轮研磨成圆形的外形称为圆整或滚圆。其制程是将尺寸检查无误的块状胚料利用松香 (rosin) 黏贴成一串柱棒,柱棒的两端各贴一个钻有中心孔的金属环,该金属环为玻璃柱棒与圆整机间的机械接口,块状玻璃在黏贴的过程中应利用一 90° 的 V 形槽垫枕来辅助,以避免每片块材偏心太严重。将玻璃棒柱放在圆整机上轮磨至圆棒,图二为玻璃圆整的示意图,圆整的动作有点类似机械车床在车削圆棒的加工。
首先调整圆整机钻石砂轮左右运动的的速度及行程,使其适合玻璃圆整加工,轮磨的过程中需加油水混合剂当作冷却液,避免钻石砂轮因过热钝化而失去切削能力,圆棒之直径亦须预留定心裕量,表一为一般相机透镜之直径裕度。圆整完成后,将圆毛胚分开置入溶剂中清洗残余的黏着剂,并将镜胚倒角,避免成形时夹具夹持镜片时造成裂边。
|
表一、一般相机透镜圆整之直径裕度 |
||
|
成品直径 |
定心前直径裕度 (mm) |
圆整前直径裕度 (mm) |
|
3 – 5 |
1.0 |
2.0 |
|
10 – 20 |
1.5 |
2.5 |
|
20 – 30 |
2.0 |
3.0 |
|
30 – 40 |
2.5 |
3.5 |
以目前的光学玻璃材料供货商的制造技术,有部分的光学镜片制造是不需要前面两道制程,因为材料供货商可以针对需求者的要求,制作出所需的外形。但是一些较特殊的组件,还是需要买块材自行切割与圆整。
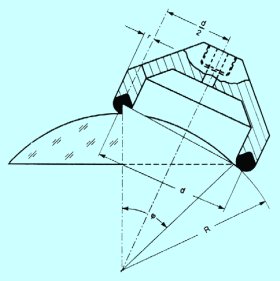
图三、砂轮直径与镜片的几何关系
在一面上创成出特定曲率半径的球面镜称为透镜成型。成型的方式有很多种,包括钻石车削、钻石研磨及杯状钻石砂轮研磨等方式,就玻璃透镜而言,以杯状钻石砂轮研磨最广为使用,其成型速度快且精度易于控制。本中心所用的透镜成型机也采用此加工方式。
成型机因其主轴配置方式不同分为立式与卧式两种。卧式成型机其机台结构较为简单,相对而言其价格也较便宜,但因为其镜片为水平架设,固定镜片的刚性不足,所以不适合成型大口径的镜片。相对的立式成型机就较适合用来成型大口径的镜片,目前市场上立式成型机约占 75%。一般而言成型机有两支主轴与一 B 轴,主轴为杯状钻石砂轮刀具主轴与工件旋转主轴,B 轴主要控制刀具主轴旋转角度以进行不同曲率半径的镜片成型。
成型时杯状钻石砂轮的选择需配合欲成型的镜片外形而定,其中砂轮直径的选择(如图三所示),砂轮的直径必须能涵盖镜片有效曲面角度 (effective block angle, φ) 的一半以上,其计算的方式为砂轮的直径必须大于 2 倍的镜片曲率半径加或减 (凸面为正,凹面为负) 杯状砂轮的刀鼻半径,再乘上有效曲面角度的正弦值。
砂轮的直径必须能涵盖镜片有效曲面角度,但也不宜过大,直径太大的砂轮在成型时刀具的倾斜角度过大,有可能会造成刀具与镜片夹具干涉。另外,因刀具倾角过大而造成刀具直线进给时切削力不足,造成刀具震动,会影响成型后的镜片表面精度。
因传统光学加工与检测内容较多,将分三期刊载,下期介绍光学组件的成型与曲率半径检测技术。
传统光学制作与检测 (二)
传统光学制作与检测在上一期介绍镜片成形时钻石砂轮直径的选择,本期将继续介绍传统光学制作的成形 (curvature generation , CG) 制程、曲率半径检测与镜片粗细磨 (lapping)。
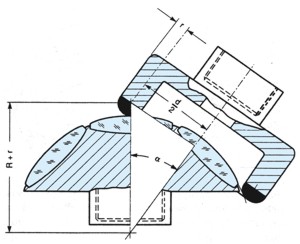
镜片成形时,刀具与镜片的几何关系可由图一与图二得知,砂轮刀鼻半径、砂轮直径、砂轮倾斜角度与欲加工镜片的曲率半径分别有下列关系:凸面成形时 sin(α) = d/2(R+r);凹面成形时 sin(α) = d/2(R−r)。其中 α 为刀具主轴倾斜角度 (°)、R 为镜片曲率半径 (mm)、r 为杯状砂轮的刀鼻半径 (radius of cutting edge) (mm) 及 d 为杯状砂轮的平均直径 (mm)。
图一、凸面成形刀具与镜片间的几何关系

图二、凹面成形刀具与镜片间的几何关系
镜片成形后必须检测镜片的中心厚度及曲率半径。中心厚度一般使用厚度规 (thickness gauge) 来量测,如图三所示,量测前量表 (dial gauge) 必须归零。厚度规的测头分为两种,一种为平头,用来量测凸面的厚度,另一种为圆头,用来量测凹面,也可用于凸面量测,但对准镜片中心较困难。
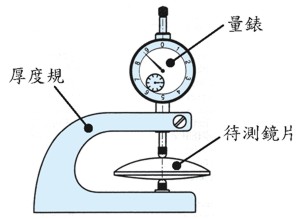
图三、镜片中心厚度检测
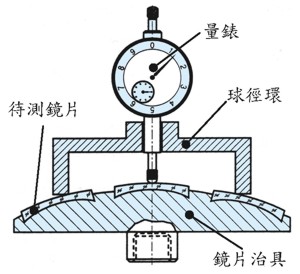
图四、球径计检测镜片曲率半径
曲率半径的检测则使用球径计 (spherometer) 来检验,如图四所示。球径计由一个球径环 (ring) 再加上量表所组成,量测凸面时使用球径环的内径,量测凹面时则使用球径环的外径。球径计量测凸面及凹面的原理分别如图五与图六所示,球径计使用前必须使用一块标准平板来做量表的归零,然后准确的量测球面镜片的弧矢高度 (sagittal height),曲率半径的计算方式依镜面凹或凸而有不同,分别为 R凸 = (ri2+s12)/2s1 与 R凹 = (ro2+s22)/2s2,其中 ri 为球径计内径的半径 (mm)、ro 为球径计外径的半径 (mm)、s1 与 s2 分别为凸面与凹面镜片弧矢高度量测值 (mm)。
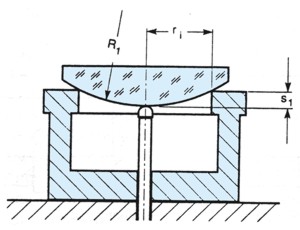
图五、球径计凸面量测原理
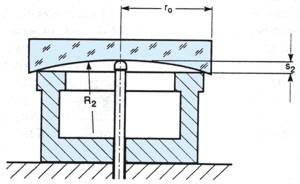
图六、球径计凹面量测原理
镜片成形的过程中,会影响加工完成后镜片形状精度与表面质量的因素,将其归纳如表一。
|
表一、影响加工精度的因素 |
|
|
影响成形精度的原因 |
造成镜片误差情形 |
|
工件与工具轴振动 |
表面粗糙度 |
|
工件轴的定位精度 |
中心厚度 |
|
工具轴旋转角度误差 |
曲率半径 |
|
工件与工具轴中心对准误差 |
中心凸脐现象 |
|
工具刀鼻磨耗 |
曲率半径、中心厚度、表面粗糙度 |
|
镜片夹具偏心 |
镜片偏心 |
镜片成形后,其表面会留下些许砂轮研磨过的刀纹 (tool mark),为了精准的控制镜片的形状精度及节省抛光的时间,必须在抛光前进行镜片的粗细磨,其主要的目的为精准的控制镜片的曲率半径与中心厚度,并消除镜片上的刀纹与降低表面粗糙度。镜片粗细磨所使用的设备为曲柄游戏杆式的摆动机构,依照镜片的曲率与直径大小,来调整曲柄的偏心量与游戏杆的伸长量,调到合适的摆动角度与行程。
镜片粗细磨的过程中依序改变添加的研磨液粒度 #500、#800 与 #1200,每个号数须研磨至整个镜片的表面粗细均匀,方可换号数,更换号数时需将镜片及研磨模具清洗干净,以避免粗颗粒的砂刮伤镜片表面。在研磨的过程中,须每隔 10 至 15 分钟检查镜片的曲率半径,摆动机构、摆动的角度与行程、研磨模具的大小及镜片摆放的位置都会影响镜片研磨的精度,图七与图八分别表示机构摆动大小与模具大小研磨时对镜片的影响。一般而言,研磨模具的大小约为镜片的 1.1 至 1.25 倍,摆动的大小为研磨模具超出镜片的 1/3 至 1/4,镜片摆放的位置需适时的做上下更换。
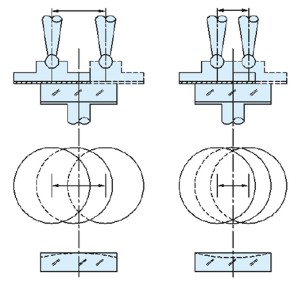
图七、摆动大小对镜片的影响
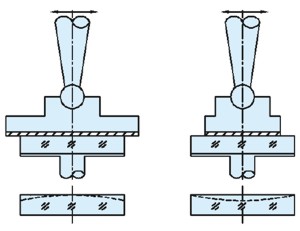
图八、模具大小对镜片的影响
下期将继续介绍光学组件的抛光与表面精度检测技术。
传统光学制作与检测 (三)
传统光学制作与检测在上一期介绍传统光学制作的成形制程、曲率半径检测与镜片粗细磨,本期将继续介绍光学镜片抛光、表面检测与透镜定心技术。
光学镜片经过 #1200 的研磨液细磨后,其表面尚有厚约 2–3 µm 的裂痕层,要消除此裂痕层的方法即为抛光。抛光与研磨的机制一样,唯其所使用的工具材质与抛光液 (slurry) 不同,抛光所使用的材料有绒布 (cloth)、抛光皮 (polyurethane) 及沥青 (pitch),通常要达到高精度的抛光面,最常使用的材料为高级抛光沥青。利用沥青来抛光,是藉由沥青细致的表面,带动抛光液研磨镜片表面生热,使玻璃熔化流动,熔去粗糙的顶点并填平裂痕的谷底,逐渐把裂痕层除去。
目前抛光玻璃镜片所使用的抛光粉以氧化铈 (CeO2) 为主,抛光液调配的比例依镜片抛光时期不同而有所不同,一般抛光初期与和抛光模合模时使用浓度较高的抛光液,镜片表面光亮后,则改用浓度较稀的抛光液,以避免镜面产生橘皮现象 (镜片表面雾化)。
抛光与研磨所用的运动机构相同,除了抛光的工具与工作液体不一样外,抛光时所需环境条件亦较研磨时严苛。一般抛光时要注意的事项如下:
抛光的过程中必须随时注意镜片表面的状况及精度检查。透镜表面瑕疵的检查,因为检测的过程是凭个人视觉及方法来判断,所以检验者应对刮伤及砂孔的规范有深刻的认知,要经常比对刮伤与砂孔的标准样版,以确保检验的正确性。表面精度可直接用干涉仪 (interferometer) 来量测,以本中心为例,镜片的表面精度要求在 λ/4 以下者 (λ 为检测光源的波长),利用标准片当作参考面搭配单色光源来检测镜片的面精度,其检测的方式如图一所示。若精度要求高于 λ/4,则需使用 Zygo 干涉仪搭配标准镜头来检测镜片的面精度及表面质量。
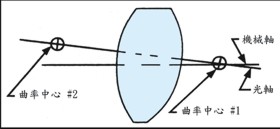
透镜经成形、研磨及抛光后,其光轴往往会偏离其几何中心轴 (光轴为两曲率中心之联机),此一现象称为偏心,其中又以成形时所产生的偏心最为严重。理论上透镜的偏心可分为两种误差型式,如图二所示。一种为光轴与几何中心轴平行,此种型式称为偏心 (decenter),另一种为光轴与几何中心轴交叉,此种型式称为倾斜 (tilt)。而实际上透镜的偏心通常是这两种误差的组合,如图三所示。
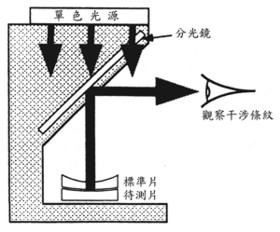
图一、牛顿干涉仪
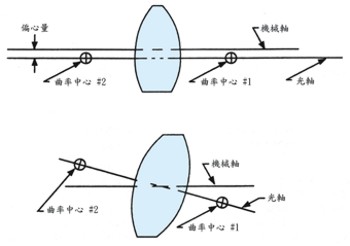
图二、镜片偏心的型式
图三、镜片偏心实际情况
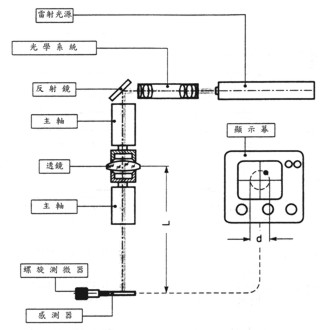
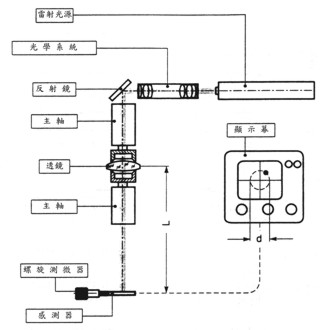
图四、雷射定心示意图
使透镜的几何中心轴与光轴一致的制程称为「定心」。一般所谓的定心是指镜片的对心与修边两个过程。本中心使用雷射定心机来做透镜的对心与修边,其对心精度小于 10 弧秒,可定心的最大镜片直径 300 mm,雷射定心系统如图四所示。
图五、定心砂轮加工情形
镜片修边的方式如图五所示。定心修边的钻石砂轮钻石都是成对使用 (图五中的 1),其砂轮的外形都相同,但装到定心机时,其中有一个砂轮要翻面,使砂轮的斜面一个朝上,另一个朝下,如此砂轮的斜面才可对镜片的上下两面做倒角 (bevel) (图五中的 4)。砂轮的侧面系用于研磨镜片外径的加工 (图五中的 2)。砂轮上下两个平面搭配砂轮侧面可加工阶梯 (step) 外径 (图五中的 2 和 3),另外,也可以加工凹面镜的平面倒角 (face flat)。本中心的定心机不只可以做圆形轴对称的修边,其他像四边形、多边形、椭圆形甚至轴不对称修边,亦可利用机台本身的伺服控制来完成镜片定心。
随着科技的进步,光学组件的制作方法,已经进展到利用模具塑料射出成形大量生产塑料镜片。因塑料镜片本身材料光学特性的限制,其光学性能已不敷需求,现在则利用玻璃模造成形来大量生产玻璃镜片。虽然现今的制作技术可以大量生产光学镜片,但还是有其限制,像高精度、大口径的玻璃镜片目前仍无法利用模造成形技术来生产,相对的传统光学制作技术有其存在的价值,唯有利用传统研磨及抛光技术才可制作出高精度与大口径的光学玻璃镜片。
联系人:龙启忠
手机:13808076980
联系人:龙晓波
手机:13688168768
联系人:龙科宇
手机:13709051215
电话:028-83918861 028-83911613
邮箱:zygxsb@126.com
地址: 成都市新都高新技术产业园兴业路688号